





鋳物ブログ
鋳造作業法
第3章 鋳型製作用模型および工具
第1節 模型の用途および特徴
模型を大別するとつぎのようになる
- 木型
木型は加工が容易で軽いから取扱いが便利で、その上比較的安価なので、鋳型製作に最も広く用いられている。
一般にひのき、杉、姫小松、ほうなどか用いられている。
寸法の制度を要求される鋳物に木型を使用することは望ましくないが、製造個数の少ないものについては木型を用いざるを得ないが、鋳造中の水分吸収などによる狂いも考慮し、使用木材の種類や防湿などの点を十分注意せねばならぬ。 - 金型(金属模型)
金属は耐久性があり寸法制度がよいので大量生産に使用されるが、製作費が高いのと木型に比し取り扱いが不便な欠点がある。
金型の材料としては込め型にはアルミニウム、黄銅、砲金、引き型には鋳鉄または銅板が用いられる。 - 現型こによるもの_木型の現型と同じ
- 抜粋によるもの_マツチプレート型が多く用いられる。これには金属板の両面に別に造った模型を上下両型に分割して取付けたものと、上下両型を金属板と一帯にして造ったものとがある
- 合わせ枠によるもの_模型が複雑で大型になった場合、金型を分割して別個に造型ピンに合わせより正確に鋳型合わせを行う。
- 中子型_手作業で中子を取る場合、中子造型機を用いる場合、シェル中子による場合等がある。
- せつこう型
砂の代用としてせつこうを使用する方法で、凝固する際に収縮せず、かえってわずかの膨張があるので、寸法制度もすぐれ、鋳肌のきれいな製品を得ることができる。 - プラスチック模型(合成樹脂型)
現在実用の域に違していないが、吸湿性がないので塗型の必要がなく、表面の清浄が容易であるなどの利点がある。将来有望なり。
第2節 模型の種類および用途
鋳物を造るに当って如何なる形式の模型を使用すべきかは、次後に来る造型作業並びにそれに続くすべての作業や工程、鋳造品の品質、寸法その他あらゆる点に亘って大きな影響を与えるものである。
- 現型
- 単体型_鋳物と同じ形をしており、比較的小さなものに用いられる。
- 割型_模型を二つ以上に分割し得るために作ったもの。模型の分割方法の巧拙は模型や鋳型の製作費並びにできた鋳物の精度等に大きな影響補及ぼすものである。
- 晩型
円盤状または円筒状のように、中心に対しその断面が同様な場合に利用する方法で、木型費を安くすることができる。 - かき型
柱状、板状、球状をした中物以上の鋳物を作る場合、木型費を安くするために本様式が用いられる。 - マツチプレート
金属板の両面に、現型を二つ割りにしてつけた金型で、小型造型機に広く用いられるが、手込め作業にも利用されている。これは、アルミニュウム合金、マグネシュウム合金、銅などを用いてつくられ小物の量産に適する。
第3節 模型製作上の一般的要項
一般に製作個数の多いものや簡単なものは鋳型製作が容易であるので、現型とする。
木型は図面、現図、木取り、木型製作の順序によって製作される。木型製作のほか設計、鋳造、検査に際して必要な事項をあげると、つぎのようである。
延尺と鋳物の縮代
伸尺(鋳物尺)ともいう。
普通鋳鉄は鋳込まれた溶湯が凝固してから常温に達するまで収縮する。この収縮を縮みしろといい鋳物の縮みしろは材質、形状、肉厚、鋳込温度、型の種類等によって異なる。一つの鋳物において、肉厚が薄い部分は厚い部分より早く凝固し、薄い部分は早く冷却して肉厚部の収縮を防げる。また鋳型自体も鋳物の収縮を防げるので縮み代は肉厚、鋳型の状態等によってその都度異なる。したがっ実際には各部の正確な縮み代をあらかじめ見出すことは困難であるが、前述の事柄を考慮して、仕上げしろや寸法公差の範囲内に納められるように、模型製作には適正な伸尺を選定して用いる。
鋳鉄の縮みしろは一般に8/1000~10/1000程度である。材料として黒鉛の多い軟質のものほど少なく、反対に黒鉛の少ないセメンタイトの多い組織のものほと収縮は大きい。第1表に材質別収縮量を示す。
| 材質 | 1mにつき |
| 鋳鉄 鋳鋼 真鍮 砲金 アルミニウム |
8~10mm 18~21mm 10~18mm 14~18mm 21mm |
| 用途 | 伸尺(×1/1000) |
| 鋳鉄一般・薄肉鋳鋼の一部 伸縮の多い鋳鉄・薄肉鋳鋼の一部 アルミニュウム合金 同上・青銅・肉厚5~7mmの鋳鋼 高力黄銅・鋳鋼 肉厚10mm以上の鋳鋼一般 大物鋳鋼 鋳鋼・肉厚大物 |
8 9 10 12 14 16 20 25 |
[註]鋳鉄の場合、30mm以下の物については伸尺を用いないとか、また10mm以下の部品には型抜き法の如何によっては伸尺を使用せず、逆に図面寸法よりも小さい模型を作るとか、その時々によって十分なる考慮を払わねばならぬ。
抜き勾配(抜き勝手)(抜きしろ)
Fig28抜け勾配の取り方

模型を鋳型より取り出す際に抜きやすくし、鋳型を破損することのないよう、模型を引き抜く方向に模型の形状、大きさに適当した抜け勾配をつける。抜け勾配は設計図に表わしておくのが原則であるが、普通模型製作の際に鋳造技術者が決定する。なお勾配は十勾配を普通とする。この抜け勾配の程度は模型の種類、造型方法などによって異なり、通常の抜け勾配は1/30~1/200の範囲である。Fig28に勾配のつけ方を示す。非常に小さい模型とか或は造型機用の模型などには抜け勾配を附けなかったり、またはひじ用に小さくする。鋳物の勾配標準を第3表に示す。
| 勾配の区分 | 精級 | 並級 |
| 外抜け 中抜け |
<=20/1000 <=30/1000 |
<=30/1000 <=50/1000 |
仕上げしろ(削り代)
鋳物製品で機械仕上または平仕上を行なう部分には、仕上しろと称する余肉を必要とし、当然模型はそれだけ大きく作られる。その量は鋳肌の凹凸程度、寸法許容程度、仕上程度等により定まる。したがって鋳型が正確な程仕上しろは少なくてよく、正確な鋳物のできる技術によって機械加工費の制約と能率向上ができる。通常0.5~2mm程度の仕上しろである。第4表、第5表に仕上代の標準を示す。
| 仕上記号 | 小物 | 中物 | 大物 |
| 2 3 3 |
3 4 4~5 |
4 6 6~8 |
| 300以下 | 300~600 | 600~1000 | 1000~1500 | 1500~2000 | 2000~3000 | |
| 上面 側面 下面 |
4~5 3~5 2~4 |
5~7 5~7 4~5 |
7~10 7~9 6~7 |
10~12 7~9 6~7 |
12~15 9~11 7~9 |
15~20 11~15 9~12 |
[註]一般に上型は下型より仕上しろを多くつけるようにする。
そりしろ(反り)
Fig29反りと逆反りのつけ方
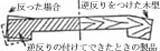
鋳物の凝固に伴い長尺物、平板形状のものは反りを生じやすい。したがって機械加工の際仕上しろ寸法を削っても、なお反りのため黒肌の取り切れぬ場合が生ずるので、あらかじめ逆反りと称してFig29に示す逆反りしろをつける。この反りしろは材質、冷却条件、形状、肉厚、大きさ、鋳型等により異なり決定が困難である。反りは鋳物各部の冷却速度の差異が直接的な原因となる。故に鋳物各部の冷却が一様になる様にすれば大体反りは防止できる。
補正しろ
Fig30補正しろ

縮みしろおよび仕上しろをつけるのみで所定の寸法、形状の鋳物を作ることが困難な場合があるすなわち材質、溶解操業法、鋳型などが所定どおり行ない得るとは限らない。したがってこれらの問題に起因して鋳物の収縮が大きかったり小さかったり、場合により変形をおこすので、これに対する安全率として、特に必要と考えられる寸法補正をしておく。Fig30は補正しろをつけた例を示す。
巾木
鋳物の内部の形は中子取によって造型された砂型を外型空隙中に据付けて与えることになる。中子型を外型の空隙部に支持するには、普通外型に中子受け部を作り、これによって中子を所定位置に据付ける。また中子取りにも外型につけられた中子支持部に適合する形を持った部分を作るための模型部分が必要である。これらの部分を巾木という。
巾木に対する基本的な要素
上型の巾木は押込みの恐れを防ぐために抜け勾配を大きくし、長くする必要がある。
巾木部は外型や中子型本体の正しい位置に配置され、造型中に移動せぬように十分に且つ確実に取付けられねばならない。
中子より発生するガスは巾木部を通じて抜く以外に方法はないから、ガス抜きに必要なだけの大きさをもたせなければなりない。
巾木部分の模型が容易でなければならぬ
巾木は鋳込まれた溶金が凝固し終わるまで中子を所定位置に安全確実に保持し得るだけの十分な強度を持たねばならぬ。
巾木の種類
巾木には、その使用状態によって種々の名称が付けられている。横巾木、縦巾木、寄せ巾木、落し巾木、片巾木、渡し巾木、回り止め巾木などがある。Fig31よりFig36迄にこれらを示す。
Fig31横巾木 |
Fig32縦巾木 |
Fig33寄せ巾木 |
Fig34落し巾木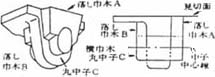 |
Fig35片巾木 |
|
Fig36渡し巾木 |
Fig37廻り止め巾木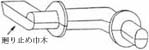 |
|
横巾木
中子を横に据付ける場合に使用する巾木
縦巾木
中子を縦に据付ける場合、上型と下型或は下型のみに巾木を設けた型式のもので、前者を縦両巾木、後者を縦片巾木という。
寄せ巾木
型抜きに支障のある複雑な個所には、取りはずしの自由な巾木をつける。
落し巾木
鋳型の見切面と中子の中心の位置が相違している場合に、横巾木を見切面まで延長した巾木
片巾木
中子を片方だけで保持せねばならぬ場合、片側のみに設けられた巾木
渡し巾木
穴の中心距離の狂いを少なくするために、その巾木をつづけて一つの心としてつくる。
廻り止め巾木
中子の回転を防止するために巾木に廻り止め部をつけたもの。Fig38の(1)はそれを示す。
拾型(押型)
一般に模型の反面を定盤の上において型込めを行うが模型を分割できない場合には模型の分割線までを埋める型をつくり、この上に枠をのせて型込めを行う。この型をいう。
面取りおよびすみ肉
一般に金属が凝固するときは、鋳型の表面に対して直角に結晶し始め、Fig38の(2)に示す如く鋳物の角にあたる部分は境界を生じて最も弱くなる場所である。これを防ぐため、模型には支障のない限り角を丸めるか鋳型製作の際に面取りを行う。
Fig38(1)廻り止め巾木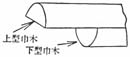 |
Fig38(2)面とり |
第4節 模型の管理
修正方法
・模型の外観、寸法などの検査が終了したときには、不良箇所についての記録が同時に出来上って居る訳であるから、更に夫々についての再確認を行う
・図面について改造や変更の有無を確かめねばならぬ
・不良箇所は夫々関連係員を通じ、関係書類を渡して修正させる
・修正された箇所は再検査を行い、再確認し記録に残す
以上模型修正検査の手順であるが、古い模型は保管中に設計変更が行われている場合もあるし、更に木型では保管中に狂いが生じていたりする場合がある。
保存方法
保管場所
木型保存のためには常に倉庫内の温度を一定に保持出来るようにしたい。一般的には外壁モルタル、床面コンクリート敷位は必要となる。倉庫内に雑念と格納せず、保管整理棚によって空間を立体的に広く使用することが肝要である。
整理保管の方法
自家製品製造専業工業には形状別保管の方が便利であろうし、下請専業工場には注文先別保管に形状別区分を加味した整理方法が便利であろう。いずれにしても保管場所には注文先別名称の表示、形状別名称の表示、或は木型整理簿記載の整理番号なりを表示しておく方がよい。
古木型の整理にはカードを用い略図を画き、寸法を記入し、鋳造時の記録をも大略記入しておけはせ再使用の際非常に便利である。
古木型の保存期間
年2回位は定期的に各発注先の意向をきき、引続き保管すべきもの、返却すべきもの、廃却すべきものなどを区分し、常に倉庫内を整理して、狭くなり勝ちな倉庫内の活用に意を用うべきである。その他気候の変化により狂いやすいので、あまり乾湿のはげしい所はさけねばならない。また防湿塗料を塗って狂いを防ぐことが必要である。この場合黒皮部分、仕上面取り外し面、巾木部、拾骨部等に対して明確に色分け塗料を行うと便利である。
第5節 鋳型用工具
鋳造用工具にその種類が非常に多く、種々の形式があるが、一般的なものについてつぎに示す。
| さじべら 一般鋳型面の仕上げに用いる。図中a部は平面、b部は曲面になっている |
面なでべら 鋳型の角のなでつけに用いる。図中a部は丸みのある角、b部は直角の角にもちいる |
ささべら(やなぎべら) 比較的せまい面のなでつけに用いる。さじべら同様図中a部は平面、b部は内曲面に用いる |
こうがいべら(はばきなで) 鋳型の隅のなでつけに用いる。図中a部は筒型の隅、b部は角形の隅に用いる |
曲りべら(まがり) 一般鋳型底面の仕上げに用いる |
ころしべら 図中a部は深い鋳型の底面b部は深い鋳型の側面のなでつけに用いる。 |
| 天神べら 深く狭いところの仕上げに用いる |
お玉 球面を仕上げるのに用いる(パイプなで) |
玉べら 小さい球形内面のなでつけに用いる |
ごみあげ(もみあげ) 図中a部は深い鋳型内に落ちた砂などを上げるのに用い、b部は深い鋳型の側面のなでつけに用いる |
波形べら 鋳型の隅の丸味のある部分の仕上げに用いる |
ボスべら 丸穴底面のなでつけに用いる |
| 丸りすわ 比較的大きくて浅い鈍角な各型の隅をなでつけるのに用いる |
角りすわ 比較的大きくて浅い角型の隅をなでつけるのに用いる |
こて 広い平面のなでつけに用いる |
管りすわ 比較的大きい筒型の内面のなでつけに用いる |
| 丸スタンプ 鋳物砂を押し固めるのに用いる |
突き棒 鋳物砂を突き固めるのに用いる |
角スタンプ 同左 |
空気ランマ 同左 |
撞木スタンプ 同左(細長い所に用いる) |
| 木わく 木製の型わく |
抜きわく 造型後取りはずせる構造の型わく  |
金わく 金属製の型わく |
組立わく 組立て用型わく |
| 掛堰わく 掛堰を込めつけるわく |
おもり 注湯の際、鋳型の浮き上がるのを防ぐのに用いる |
ころおもり 移動式のころ状のおもり |
|
| ワイヤブラシ 砂落しなどに用いる |
水筆 鋳型を湿すのに用いる。模型を抜き取るときの際水や鋳型修理の際に水を含ませる筆 |
はじろばけ 型わくの砂つけまたは炉の裏張りの際に、はじろを塗るときに用いる |
はらいばけ 鋳型の掃除に用いる |
板筆(平筆) 黒味または雲母粉の塗布または鋳型の掃除に用いる。黒鉛粉、黒味またわキラ粉を塗布するときおよび鋳型の掃除に用いる |
| 角目ふるい 一般の鋳物砂をふるうのに用いる |
絹ふるい 雲母粉、別れ砂などのふるい分けに用いる |
亀甲目ふるい 狭雑物のふるい分けに用いる |
機械ふるい 一般鋳物のふるいに用いる |
| 気抜針(空気針) 鋳型にガス抜きをあけるときに用いる |
鏡 暗い鋳型内を照らすときに用いる |
型あげ(種あげ) 木型を鋳型から抜き取るのに用いる |
湯道型 湯道をつくるのに用いる |
ねじ型あげ(ねじ種あげ) 同左 |
| 目吹き 鋳型内の砂やごみを吹き払うのに用いる  |
心金突き(押し木) 心金および鋼金わくを作るのに用いる |
手フイゴ 同左 |
湯口棒(堰棒) 湯口の木型として用いる |
湯口抜き(堰抜き) 鋳型から砂を抜いて湯口をつくるのに用いる |
| くわ 鋳物砂の取り扱いに用いる |
じょれん 鋳物砂などの取り扱いに用いる |
股くわ 同左 |
しょべる(スコップ) 鋳物砂、コークス、石灰石などの取り扱いに用いる |
| 湯汲み 小物の鋳込みに用いる |
大とりべ 大物への鋳込み、またはとりべに溶湯を分配するのに用いる |
とりべ 一般鋳物の鋳込みの際連台にのせて用いる |
据付けとりべ 溶解炉からの溶湯を受けるために据え付けてあるとるべ |
| 羽口棒 羽口がつまってた場合、または溶解炉が棚をつる場合に突くのに用いる |
泡かき棒 鋳込みの際とりべ内ののろが鋳型へ入らないようにかきのけるのに用いる。おもに木で作られる |
湯だし棒(栓抜き棒) 湯出し口またはのろ出し口を突きあげるのに用いる |
攪拌棒 溶湯を攪拌するのに用いる |
| 湯止め棒(栓止め棒) 湯だし口またはのろ出し口を止めるのに用いる |
あかとり とりべ内ののろをすくいとるのに用いる |
掘出し棒 製品の掘出し、またはのろの掻き出しに用いる |
| とりべ車 とりべ運搬に用いる |
運搬皿 鋳物砂、製品などの運搬に用いる |
とりべ受台 とりべを受とるのに用いる |
パイスケ コークス、木型、鋳物砂、製品などの運搬に用いる。時に金具で補強したものを通しといっている |
とりべ柄(連台) とりべの運搬のわくとして用いる |
| 桶 水、黒味、はじろなどの容器として用いる  |
のろ車 のろ運搬に用いる |
ひしゃく 水、黒味、はじろなどの汲み取りに用いる |
手押車 鋳物砂、製品などの運搬または地金投入に用いる |
じょろ 水撒きに用いる |
| 釣天秤(てんびん) つり金具をかけるのに用いる |
鋳物尺 縮みしろを見込んだものさしで、木型または鋳型の寸法を測るのに用いる |
折尺 折たたみ式のものさしで製品の寸法を測るのに用いる |
釣金具 鋳型、製品、鋳わくなどを釣上げるのに用いる |
内パス 内径を測るのに用いる |
| 巻尺 鋼板または布製の、巻かれたものさし |
度盛板 ベルト車などを引き型でつくる場合、アームの割り出しに用いる |
コンパス 引き型による造型の場合、円の中心を求めたり長さを等分したりするときに用いる |
水準器 鋳型面などの水平を見る場合に用いる |
外パス 外径を測るのに用いる |
| スコヤ 直角または直線を検査したり、けがきの場合などに用いる |
定盤 型込めのときに型わくや木型をのせるのに用いる |
直定規 直線の検査またはけがきに用いる |
地板 大物の型込めに用いられる定盤 |
かき板 鋳型をスタンプした後、型わくの面に合わせて砂をかき落すのに用いる |
中子板 中子をのせるのに用いる |
| 片口スパナ 一方に口のあるスパナ |
両口スパナ 両方に口のあるスパナ |
とも柄箱スパナ 障害物を有する箇所のナットその他を回すのに用いる |
中子回し 引き中子造型の際に、回転ハンドルとして用いる |
| 自在スパナ ナットの大きさによって口を調節することができるスパナ |
箱スパナ 障害物を有する箇所のナットその他を回すのに用いる |
ドライバ 小ねじ、木ねじなどを回すのに用いる |
|
| 大ハンマ 地金割りなどに用いる |
えぼしたがね 同左 |
中ハンマ 砂落ち、はつりなどに用いる |
板付たがね 湯口を切ったり、鋳張りはつりに用いる |
片手ハンマ 鋳張りはつり、中子砂つめ、木型の打ち込みなどに用いる |
| 砂かき 鋳物砂を平らにかきならすのに用いる |
空気はつりたがね 空気はつり機に用いるたがねで、砂落し、鋳張りはつりに用いる長たがねと、穴部のはつりに用いられる通したがねとある |
手たがね 砂落し、鋳張りはつりに区いる |
空気はつり機 砂落し、鋳張りはつりなどに用いる |
|
| ベンチ 針を切ったり曲げたりするのに用いる |
るつぼばさみ るつぼの取り扱いに用いる |
針抜 針金を曲げたり針を抜くのに用いる |
はさみ なわなどを切断するのに用いる |
かた箸 加熱された品物の取り扱いに用いる |
ピンセット 小さい木型の取り扱いに用いる |
| バイブレータ 木型をゆるめるに用う |
インゴット金型 余った湯を入れるのに用いる |
トーチランプ 鋳型の乾燥に用いる |
豆電球 暗い鋳型内を見るのに用いる |
電気グラインダ 鋳張り取りに用いる |
| ポンチ 引き型の心を打つのに用いる |
しゃこ万力 型わくなどのクランプに用いる |
引き馬 引き型の軸を支えるのに用いる |
締木 同左 |
中子受台 管の中子を引く場合または乾かす場合に受として用いる |