鋳物ブログ
鋳造作業法
第4章 造型機
近時鋳物工場における型込め作業は漸次手込作業から造型機による作業に変わりつつある。その中一般に使用されるのは圧縮空気によって作動するものである。
第1節 造型機の機構
造型機の主な機能は次の4要素である
- ジョルト(震揺)
- スクイーズ(圧縮)
- パターンドロー(型抜き)
- バイブレーション(振動)
この4つを適当に組合せ、あらゆる種類の鋳型の造型に応じ、各種型式の造型機が製作されてい る。造型機は今後ますます大型化、自動化、高速化の方向へ進むものと思われる。
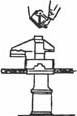
1.ジョルト
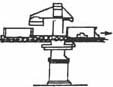
Fig40ジョルト
ジョルトの動作はFig40に示すように圧縮空気をジョルトピストンの下面に通じ圧縮空気を吸ったり吐き出したりすることによってテーブルを烈しく上下振動させ砂を詰め込むものである。これはテーブルが落下しシリンダの衝撃面に衝突したとき、上部の砂の慣性によって下部の砂が締めつけられるのである。枠の深い場合にもよく詰まるのがこの方式の利点である。
2.スクイーズ
Fig41(1)スクイーズ
スクイーズの動作はFig41の(1)に示すようにスクイーズピストンの下面に圧縮空気を送り、テーブルをスクイーズ・ベッドに押し上げることによってテーブルにのせた型砂をしめつけるものであるがこの動作は枠の浅い簡単な型の造型には便利であるが、砂が一様にしまらないという欠点があるので複雑な枠の深いものには適当でない。
3.パーターンドロ
砂がジョルト、スクイーズの操作により所要の硬度になれば鋳型と模型とを分離する。これが型 抜きであり、模型が下になったまま、鋳型を上の方へ抜き上げる操作をストリップ、模型 をつけたまま反転して模型を上へ抜く操作をドローという。また鋳型をささえ、模型を下 へ抜く操作もドローともいっているので、上述のストリップをアップドロー、模型を下へ 抜くのをダウンドローと区別することもある。
4.バイブレーション
型抜きのとき、模型をバイブレータによって振動させ、砂と鋳型を切りはなす作用をいい、 空気圧を利用したものと電気式があるが、前者が一般的である。
第2節 造型機の種類
使用する動力により、圧縮空気式、油圧式、機械式などがあり、機構によって分類すれば次のように分けられる。
1.ジョルトモールディングマシン
型状の簡単な、とくに上型の多量生産、あるいは大物の中子整型機としても利用される。 ジョルトテーブルの四方は完全に開放されているので作業に便利であり、ジョルト能力は 100kgぐらいの小型から数トンの大型までいろいろある。
2.ジョルトスクイーズモールディングマシン
小型造型機の代表的なものである。ふつうは抜粋を使用し下型をジョルト、上型をスクイ ーズにより上下型を1台の機械で型込めできる。型抜きは枠につけられたガイドピンを案 内にして、模型につけられたバイブレータによって振動を与えながら行なう。
3.ジョルトストリトパモールディングマシン
砂をジョルトによってつき固め、機械的に型抜きを行う造型機で、型抜き機構は型抜きピンがエアシリンダによって上昇するものと、型抜きピンは固定しジョルトテーブル、下降して型抜きを行なうものとがあり、型抜きピンは枠の大きさに応じて調節ができるようになっている。
4.スクイーズストリッパモールディングマシン
砂の突き固めをスクイーズのみによって行い、主としてバルブ、管継手など、しまが浅く上下枠が対称をなしているものの造型用として非常に高能率を発揮している。
5.ジョルトスクイーズストリッパモールディングマシン
ジョルト、スクイーズ、ストリッパの全工程を機械的に行なう労力と時間を節約した高能率なもので、反転型抜きを要しない上型用に最適であり、最近この型式の造型機に加圧ジョルト式、バイブレータージョルト式、ショックレスジョルト式またはこれらを組合せたものなど各種の新方法が採用されている。
6.ジョルトスクイーズロータリフトモールディングマシン
手作業で行われていた枠の持上げ、反転、上型の型抜き、枠合わせの工程を機械的に行なうものである。
7.ジョルト(スクイーズ)ロールオーバパターンドローモールディングマシン
模型を上へ抜くため模型の破損することが少なく、比較的型抜きのむずかいしものに適している。とくに反転させて模型が上にある状態で型抜を行なうので、下型用として便利である。またこの機械にスクイーズ機構を付属させたものもあり、全工程を機械的に行なうことができる。
8.自動式ジョルトスクイーズモールディングマシン
ジョルト、スクイーズ、ドローの全工程をリミットスイッチとタイマにより操作を自動的に行なうようにしたもので、上型と下型とを単独に造型し、機械の前後にローラコンベアを接続し、反転機、枠合機、枠ばらし機などを連結して、一連の造型設備として使用すれば、驚異的な多量生産を行なうことができる。Fig41(2)はその造型順序を示したものである。
 1.枠入れ 手動にて枠入れ |
 2.テーブルアップ |
 3.砂入れ及びジョルト 砂ならし作業 |
 4.ヘッドイン |
 5.スクイーズ ヘッドイン完了後 スクイーズ工程開始 |
 6.ヘッドアウト 砂かき及び 湯口補助作業 |
 7.ドロー ドロー開始と同時に バイブレータ振動 |
 8.枠出し 手動にて枠出し 及び模型清掃 |
9.自動式ジョルトドローモールディングマシン
反転型抜を必要としないものに適する。機械の特徴は、枠のクランプが自動的に枠の下面をささえるので、枠の下面の仕上げができていなくても型抜きができることである。
10.その他
スタックモールディングマシン、マルチステーションモールデイングマシン、ブロースクイーズモールディングマシンなどがある。
第3節 造型機の特徴と利点
1.能率の向上 労務費が軽減され、生産性が向上
2.不良率が減少する
3.取扱い操作が容易で特殊技術不要
4.技術の普遍化、材料の節約
5.製品が均等
6.機械加工時間の短縮
7.疲労度が少ない
第4節 中子整型機
中子を整型する機械で、整型方式を機構上より分類すれば、機械式及び吹込式に分けられる。機械式のものは普通手作業によるものか、または手作業を併用するものが多い。
ロックオーバコアメーキングマシンは手動によりジョルトをしてつき固め、反転、型抜きを行なうものである。
ロールオーバコアメーキングマシンはランマあるいはブローイングマシンによって整型した中子を反転型抜きのみを機械的に行なうものである。
吹込式は普通コアブローイングマシンと呼ばれているもので、圧縮空気の作用により中子を迅速、正確に整型し、多量生産に適する。油砂を5~6kg/cm2程度の圧縮空気とともにコアボックス内に吹き込み、空気のみをコアボックスの外へ排出して中子を整型するもので、したがって砂の締まり工合も均一でガス抜きもよく、鋳造上理想的な中子をつくることができる。しかしながら油砂は生型強度が弱く、手で取り扱えないのでドライヤを必要とする欠点がある。
コアブローイングマシンではサンドレザーバの上部から圧縮空気を吹き込むようになっていたが、コアシューティングマシンはサンドレザーバを二重構造にして、圧縮空気を周囲から吹き込むようになっているので、生型強度の強い砂を連続的に吹き込むことができる。またこの中子整型機は油砂のみでなく、CO2砂、シェル砂にも応用されている。Fig42は両者の吹込み機構を示したものである
Fig42吹込機構