





鋳物ブログ
材料
第4章 鋳鉄の熱処理
鋳鉄の熱処理はネズミ鋳鉄の熱処理と可鍛鋳鉄および球状黒鉛鋳鉄の熱処理の三つに大別できる。
ネズミ鋳鉄は、組織的に鋼と異なり多くの黒鉛が折出しており、成分的にはけい素を1~3%含有しているうえ、形状は複雑で肉厚変化も著しいため、焼割れを生じやすいので、普通の鋼のように焼入れ焼きもどしによって、その機械的性質を改善することはむづかしい。
ねずみ鋳鉄にほどこされる熱処理は焼きなましでその目的は、
- 鋳造の際に生じた鋳物の内部応力の除去
- 切削性を良くするための軟化、チル部の軟化
可鍛鋳鉄の熱処理はその工程の一部として行われるもので、かたい白銑鋳物を熱処理によって強じんな可鍛鋳鉄に変化される。
球状黒鉛鋳鉄の熱処理はネズミ鋳鉄と大体同じである。
ネズミ鋳鉄、可鍛鋳鉄、球状黒鉛鋳鉄の熱処理を第4・1に示した。
|
第1節 ネズミ鋳鉄の熱処理
1.焼きなまし
ネズミ鋳鉄鋳物の焼きなましは変態点以下の低温度で適当な時間保持して除冷する低温やきなましと、790~900゚Cの温度に加熱して冷却時に変態域を除冷する中間焼きなましと、更に900~950゚Cに加熱してセメンタイトを分解する高温焼きなましとがある。表4・2にその熱処理条件とその長所短所を示す。
鋳鉄の変態点はけい素、マンガンに対して次式で計算される。
変態点=727゚C+Si%-7゚C×Mn%・・・・(4・1)
| 方法と目的 | 適用 | 温度 | 時期 | 冷却速度 | |
|---|---|---|---|---|---|
| 低温焼なまし | 最大切削性をうるためにパーライトをフェライトと黒鉛とに分解する。 | 普通及び低合金 鋳鉄 |
700~760゚C | 断面25mmにつき45分~1時間 | 550~300゚Cの間を30゚C/時間にて炉冷 |
| 中温焼なまし | 上に同じ | 低温焼なましにて効果のえられない合金鋳鉄 | 790~900゚C | 断面25mmにつき45分 | 焼きなまし温度より300゚Cまで炉冷 |
| 高温焼なまし | まだら銑あるいはチル部のFe3Cの分解する。 | 最大強さとかたさを保つ 最大切削性をうる |
900~950゚C 同上 |
1~3時間+断面25mmにつき1時間 同上 |
550゚Cまで空冷し300゚Cまで炉冷焼なまし温度より300゚Cまで炉冷 |
低温焼きなましは鋳物の内部に発生した鋳造ひずみの除去や機械切削性を容易にするために行なう。
鋳鉄鋳物では形状、寸法、肉厚などにより冷却が不均一となり応力が残る。
これを取り除くのに時期なましといって屋外に長年月放置しておくのが例であった。500~550゚C位で6~10時間焼なましてこれを取り除く。内部応力を取り除くのに影響する因子は、その加熱温度と保持する時間であり、それぞれ図4・1及び図4・2に示す。
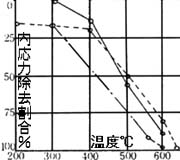
図4・1 焼なまし保持温度と内部応力除外割合との関係 |
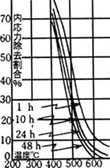
図4・2 内部応力除外の割合に及ぼす保持時間の影響 |
図4・1より内部応力を取り除くには400゚C以下では少ないが、この温度より高くなると急激に応力が取り除かれる。この図によると500゚C以上の温度が良いようである。
保持する時間は鋳物の肉厚によるので表4・2を参照すればよい。しかし加熱温度まで1~5時間必要とし、冷却速度は50゚C/時間をこえないようにすることが望ましい。
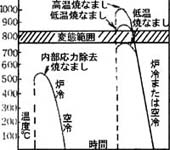
図4・3 鋳鉄の焼なましサイクル
機械加工を容易にするために、組織的にパーライトを減らしその鋳物を黒鉛とフェライトにする。したがってかたさと強さが低下する。
チル部の軟化焼なましは鋳造の際尖った角端とが、肉薄部、ひれ部の白銑部を分解する熱処理である。チル部の遊離セメンタイトは900~950゚Cに加熱するのが適当で少なくとも850゚C以上は必要である。
温度を950゚C以上にするとステダイで出んが溶融したり、酸化スケールの発生、変形を生じたりする。図4・3に鋳鉄の焼なましサイクルを示した。
2.焼入れ、焼き戻し
ネズミ鋳鉄に焼入れ、焼き戻しするよりもクロム、モリブデン、ニッケル、バナジウム、銅などの単独または組合わせた合金鋳鉄に対して焼入れ、焼もどしを行なう方が多い。
この熱処理によってかたさが増し、耐摩耗性および強さの改善がいちじるしい。
焼入れは高炭素鋼の場合と同様な温度、変態温度以上の800~850゚Cに充分保持し、油冷却する。焼入れによってマルテンサイト組織となり、ブリネルかたさ450~500になる。焼きもどしは200~250゚Cで行いブリネルかたさで約300~350になる。焼入れする際に割れ、肌荒れ、ひずみなどの困難を伴うので、簡単な形状、焼入れ温度に加熱する前に予め500~600゚Cに予熱するなどの注意が必要である。
この方法はシリンダ・ライナーに用いられる。
第2節 可鍛鋳鉄の熱処理
かたい白銑鋳物を熱処理によって強じんな、また伸びのある可鍛鋳鉄にする方法として、
- 肉薄鋳物では全断面を肉厚鋳物では表面を脱炭させて製造する白心可鍛鋳鉄
- 白銑鋳物のセルンタイトを黒鉛化させて製造する黒心可鍛鋳鉄
- 白銑鋳物のセルンタイトを黒鉛化させると共に一部をパーライトにすパーライト可鍛鋳鉄などがある。
1.白心可鍛鋳鉄の熱処理
白心可鍛鋳鉄の熱処理方法について第1章第3節(2)項で述べたので参照されたい
2.黒心可鍛鋳鉄の熱処理
黒心可鍛鋳鉄の熱処理方法について第1章第3節(1)項で述べたので参照されたい
3.パーライト可鍛鋳鉄の熱処理
パーライト可鍛鋳鉄は黒心可鍛鋳鉄のように組織をフェライトせず、一部をパーライトまたはベーナイト組織にするように熱処理を行なったものである。
組織をパーライトにする方法として(1)合金を添加する方法(2)熱処理サイクル変化による方法(3)再熱処理による方法である。
- 合金添加する方法
一般に用いられるのはマンガン0.8~1.2%の添加により、セメンタイト分解後急冷により焼入硬化を容易にする。
第一段黒鉛化後500゚C位に強風冷却し、再び加熱し700゚C附近で20~30時間保持してパーライト組織にする。 - 熱処理サイクル変化による方法
黒鉛可鍛鋳鉄の成分と同じ白銑鋳物を第一段黒鉛化完了後空冷または油焼入れし、これを650~700゚Cに短時間保持してパーライト組織にする。 - 再熱処理による方法
黒心可鍛鋳鉄の熱処理方法で組織をフェライトにしたものを再加熱して850~900゚Cの温度から焼入れし、650~700゚Cで球状化させる方法を用いる。
以上のパーライト可鍛鋳鉄の熱処理サイクルを図4・4に示す。
(1)マンガン添加による方法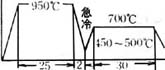 |
(2)熱処理サイクル変化による方法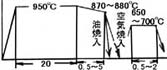 |
(3)再熱処理による方法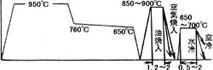 |
第3節 球状黒鉛鋳鉄の熱処理
球状黒鉛鋳鉄の熱処理には(1)チル部の軟化(2)延性を得るための熱処理(3)特殊な目的の熱処理がある。
1.チル部軟化の熱処理
球状黒鉛鋳鉄の肉薄部にチルが生じやすいので、それを取り除くのに850~900゚Cに1~2時間焼なましする。焼なまし後の冷却が速いとマルテンサイト組織になり割れ発生の原因となり、おそいと引張り強さ、かたさが低下するので適当な冷却速度にする。
2.延性を得るための熱処理
球状黒鉛鋳鉄でも適当なかたさ、あるいは延性をうるために熱処理を行なう。
その焼なまし方法は、
- 900゚Cに加熱し、肉厚25mm当たり1時間の割合で保持
- 790゚C1時間で冷却
- 730゚C毎時10゚の冷却速度で冷却
- 430゚C毎時60゚の冷却速度で冷却
3.特殊な目的の熱処理
- 870~900゚Cに加熱後空冷
- 870~900゚Cまで加熱後、790~800゚Cまで炉冷してから空冷
- 870~900゚Cに加熱後油入れし、400~450゚Cで焼き戻しする。