





鋳物ブログ
材料
第6章 鋼の熱処理
鋼に所要の性質をあたえるため、加熱冷却する操作を熱処理といい、その方法は焼ならし、焼なまし、焼入れ、焼きもどしに大別できる。
第1節 焼ならし
焼ならしとは、鋼の結晶粒の微細化、組織を均一化するため、A3線またはAcm線より30~50゚C高い温度に加熱して、組織を均一はオーステナイトにしたのち、静かに大気中に放令する操作をいう。
この処理を鋼の正常化ともいい、その組織を標準組織ともいっている。
鋳造品または鍛造品は加熱により粗大化した結晶粒を微細化し、凝固のさいあるいは加工中の内部ひずみを取り除き、材料の偏折(成分の不均一な部分)を軽減し組織を均一にする。
第2節 焼なまし
焼なましとは、鋼の軟化、結晶組織の調整、内部応力の除去、冷間加工性および切削性の改善、機械的性質の向上のために、適当な温度に加熱したのち、適当な速度で冷却する操作をいう。
焼なましの目的によって、完全焼なまし、球状化焼なまし、ひずみ取り焼なまし等がある。
1.完全焼きなまし
焼なましといえば完全焼なましをいい、その結果として鋼は軟化し、内部応力の全部または一部が除去される。
鋼をAC3またはAC3-1変態点以上20~30゚Cの高い温度に加熱し、25mmにつき30~60分加熱してから炉内、灰中、石灰中、その他適当な方法で除冷する。
完全に焼なましにより、鋼は軟化し、機械加工や塑性加工が容易になる。
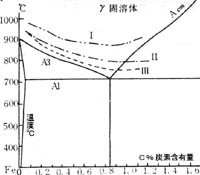
図6・1 冷却速度と変態温度線図
2.球状化焼きなまし
塑性加工や機械加工を容易にし、あるいは機械的性質を改善するための焼入れの前処理として必要である。
完全焼なましによって工具鋼の組織はフェライト+層状パーライトまたは初折セメンタイト+パーライトになる。
焼入れした場合、変形や焼入れを防ぐにはセメンタイトを球状化する必要である。
セメンタイトを球状化する方法として、
- AC1点以上やや高い温度に1~2時間加熱したのち、ゆっくり冷却する方法
- AC1点の上下20~30゚Cの間において加熱と冷却を数回繰り返す方法
- 冷間加工した後680~700゚Cに加熱する方法
- 恒温変態、すなわち760~780゚Cから700゚Cまで冷却しこの温度に3時間位保持して冷却する方法など方法が行われている。
3.ひずみ取り焼なまし
鋳造、鍛造、溶接、加工などを施した後に、内部ひずみを除くのに行なわれる焼なましである。
内部ひずみは450゚Cから取りはじめるので、普通500~600゚に加熱して冷却する。
第3節 焼入れ
焼入れとは、鋼をAC3またはAC1変態点以上の適当な温度に加熱したのち、適当な媒剤中に急冷する操作をいう。
すなわち焼入れの要素は
- 適当な温度に加熱すること
- 適当に急冷すること
組織的な変化として鋼を適当な温度に加熱すると亜共折鋼では均一なオーステナイトになり、過共折鋼はオーステナイトとセメンタイト組織になる。この温度から水または油で急冷するとマルテンサイト組織になる。
マルテンサイトは極めてかたく、もろい。焼入れの冷却材には水、油、塩浴、金属浴などが用いられる。
水は最も手軽で、安価な焼入れであるがそのかわりに焼割れ、焼曲り、焼ムラなどが生じやすいので使用に当たっては十分な注意を必要とする。
焼入油の種類として植物油、鉱物油、動物油などあるが、鉱物油は老化しがたく、冷却能力をまして焼きを入りやすいようにした特殊油が用いられる。
塩浴および金属浴は特殊な焼入れの場合に用いる。
第4節 焼もどし
焼入れした鋼は非常にかたくてもろいから、その用途に応じて、多少かたさを減じてもじん性をもたせる必要がある。
焼入れた鋼のじん性を増加しまたはかたさを減ずるために変態点以下の適当な温度に加熱したのち、冷却する操作を焼もどしという。
焼もどしは高温焼もどしと低温焼もどしに大別できる。
高温焼きもどしは500~600゚Cで焼もどして強さとじん性を必要とする強じん鋼に用い、低温焼もどしは150~200゚Cで焼もどしてかたさと耐磨耗性を必要とする工具鋼に用いる。