鋳物ブログ
鋳造作業法
第8章 鋳造法案
模型のつくり方、鋳物砂の配合、主型や中子の造型方法および鋳込系統などの問題はすべてこの鋳造方案に含まれている。一般には単に鋳物の鋳込系統のみについて考えるものを狭義の鋳造方案として区別している。
第1節 湯口方案の機能・効果・設計
1. 掛せき
1口やかすを除き鋳込まれる溶湯を絶えずきれいにし、かつ湯口を通じていっぱいに静かに鋳込み鋳型へ十分な油圧を与えて鋳物の質を緻密にする用をなすもので、鋳物のできあがりに直接影響を与える大切な部分である。したがってその役目を達成させるため掛せきの形もいろいろのものが用いられる。次に掛せきの寸法の一例を示す。Fig149参照
1.  |
2. |
3.  |
4.  |
| 5. |
6.  |
7.  |
8.   |
- は掛せきの寸法の一例を示す。掛せきの表面積は次式の範囲内が望ましい。
100d2>A>40d2
A・・・掛せきの表面積、d・・・湯口の直径 - は掛せきの実例を示す。左図のように湯口を中央につけると溶滓や空気を巻き込むから、右のようにした方がよい。
- は掛せきにダムをつけると、溶金の初適が湯口に転がり込むのを防ぐ。この場合は、溶金は湯口は出来るだけ離して注入する。
- は中間に除滓板(中子で作る)を設けて、溶滓および空気の巻き込みを阻止する。
- は大型鋳物に2つの湯口を設け、一つの掛せきより湯を注入する。
- は注湯する時、流出口の3倍位の深さになる迄は出来るがきり急速に注入する。
- のようなストッパーを用いると、初滴の転り込むのと、溶滓並びに空気の巻き込むのを防ぐ、6の如く溶金が流出口のの3倍以上の深さまで注入した時にストッパーを抜く。
- のように掛せきの下にストレーナーを設けて注入すれば、一種の濾過器のような作業をして、滓またはガスの巻込みを防ぐ。
一般的注意事項
- 底部の砂つきが30mmより薄すぎると底が抜けることがあるから、相当の厚さをもたせること。
- 厚い砂を用い固くつ搗き固めるとガス抜きが悪いため、注湯したさい湯が飛散して危険である。
- 砂は水分を少なくし、ふるいを通して使用すること。
- 掛せきはなるべく型を別個につくること。
- 掛せきの内面は滑らかに仕上げ清潔に保つこと。
- 掛せきと型との摺合せを丁寧に行なうこと。
2. 湯口
一般に湯を鋳型に導入する通路を総称して湯口という場合があるが、さらに各部に名称を付して区別している。すなわち湯口、湯道、せきなどである。Fig150参照
①湯止り ①受口 ②湯口 ③湯口底 ④湯道 ⑤せき ⑥湯道先 ⑦ガス抜き ⑧揚り ⑨押湯
Fig150 鋳込系統
湯口部の受口は適当に面取りをする。湯口は鋳物の形状、大きさなどによってそれぞれに適した湯口を設けるのであるが、理想的な形状、寸法のものを見出すということはなかなかむずかしいものである。特に次にあげる事項については注意を要する。
- 鋳型が弱く砂のとばされやすい状態、または鋭角、凸出部が注湯に際して飛ばされを生じないこと。Fig151参照
- 少なくとも湯口から入る溶湯からノロ、かす等の流入しないように方法を講ずること。
- 湯口が垂直に作られていること。小さい鋳型の場合においては比較的問題はないが、湯口の長さが長い場合や枠を重ねた場合に、上下の合せが不一致になったりする。掛せきをのせた場合も同様である。
Fig151 掛せきの仕方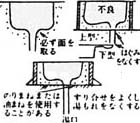 |
Fig152 湯口底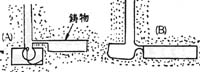 |
湯口の最下部は落下した湯が激突して飛散するので破損しやすい。そのために底部を耐火煉瓦で作るとか、また生型の場合には丈夫な油中子を入れることがある。なお滓をともない易いので、底に溜または逃げを設ける。Fig152参照
湯口が、せきや湯道に比してあまり小さすぎるときは、湯が続かず、負の圧力を生じて空気やガスを吸いこむことがあるので常に湯口に湯が充満して流れるようにする。
次に湯口方案設定にあたって考えねばならないことは、
- できるだけ乱流を少なくして溶湯を鋳型内に導く
- 溶湯の溶滓を湯道系を流れる際に浮上させ、鋳型内への流入を防止する。
- 鋳型に溶湯が流入すると速度を適正にする。
- 湯口、押湯を最少にして歩留まりの向上をはかる。
種類
- 呼湯口(Fig153)
最も普通に用いられるもので、掛せき、湯道、下鉢、滓溜、せきを備えている。掛せきは小さくてすみ、湯も静かに入る。 - 押上湯口(Fig154)
湯が静かに入り、鋳型内を湯面が静かに上昇するので、型の荒れや、滓の巻き込みが少なく、鋳肌の傷みのないものができ易い。しかしこの湯口では鋳物の上部が低温で、下部が高温になるので、下方の凝固がおくれるため下部に収縮による引巣が出来やすい欠点がある。 - 段湯口(Fig155)
高さの高いものに用いられる湯口である。すべてのせきの断面の合計が、湯口の断面積より小さいか、また等しければ、すべてのせきから湯が流れる。これは平均に湯が入るようにするにはせきに上向きの勾配をつけるのが普通である。 - 角湯口(Fig156)
押上湯口の一種であるが、中子の入るもので直接湯が中子に当りすくわれることを防ぐため用いられる。湯の出口に向って段々小さく絞ってあるので湯が鋳型に噴出する欠点がある。これをさけるため出口に向って段々太くした逆角せきがある。 - 車湯口(車せき)(Fig157)
円形の鋳物たとえば、フライホイール、カップリング、切歯歯車、プーリーポンプランナーの如く、機械仕上面の多いものや湯の回りがたいものに用いられる。せきは湯の流れをよくするために図の如く板状のせきを用いる - 板せき(楔湯口)(Fig158)
薄物にては、湯口を折りとるとき身を食い易いので、それを防ぐためと、湯口の流れをよくするために図の如く板状のせきを用いる。 - 半掛湯口(Fig159)
押湯兼用の湯口で滓の流入を防止し、かつ押型効果を有し主として小物に用いられる。この湯口は鋳物本体に2~3mm重ねてこの部分から湯を流入せしめるので、湯口と鋳物の接続部を形成する鋳型の砂が局部的に過熱されて高温になる。したがってこの部の凝固がおくれて湯口中の湯が押湯効果を生ずるのである。接続部は注湯時間の許す限り小さくするのが有効である。 - 切線湯口(Fig160)
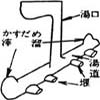
円形の肉厚のもの、たとえばロール、またはギヤーの如きものに用いられ、湯が中子に衝突しないように、せきは完全に切線方向に作る。これは、湯を一方向の流れにするためで、玉金、滓などの入ることを防止する。 - 渦巻湯(Fig161)
湯は球壁に沿うて回転運転をするので比重の軽い滓類は中心部に集まり、上方に浮上する。 - 雨湯口(Fig162)
ライナーやシリンダーの如き、円筒形のものに多く用いられる。掛せきより多数のせきを通じで湯を鋳型内に流下せしめる。千本湯口とも称せられる。せきは小さいものをできるだけ多数均一に分布せしめるべきである。この湯口の特徴は、
(1)温度勾配が下部が低く、上部が高くなるので、押湯が効き易くなる。
(2)滓が分散する
(3)外周のみ仕上げ加工するものでは、せきを外側に沿うて設けるときは、滓は内側に押しやられて外周には欠陥が少なくなる。反対に内面に仕上加工するものには、せきを中子面に沿うて設けるときは外側に押しやられる。内外面を仕上加工するものでは、せきを肉厚の中央に位置せしめて、滓を内外側に分散せしめる。
(4)湯が一様に分布する
欠点としては、
(1)滓が入り易いから掛せきで完全に分離除去する
(2)湯面が動揺すねので、鋳肌に鋳じわが生じ易い。なお湯回りの悪いものに用いることがある。 - 二段押し湯口(Fig163)
雨湯口の滓の入る欠点を補い、その利点を充分発揮するために用いられる - 直湯口(Fig164)
プーリーの如きものによく用いられる。温度を下げずに流れのよい湯を供給できるので湯押しの作用もする。
Fig153呼湯口 |
Fig154押上湯口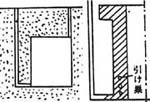 |
Fig155段湯口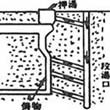 |
Fig156角湯口 |
Fig157車せき |
Fig158楔湯口 |
| Fig159半掛湯口 |
Fig160切線湯口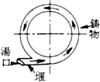 |
Fig161球状渦巻湯口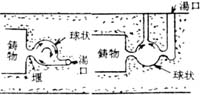 |
 |
(a) |
(b) |
(c) |
Fig163二段押し湯口 |
Fig164直湯口 |
3. 湯道
湯道は湯口よりせきの各に湯を導き分配する通路であって、せきよりも大なる断面積を有するのが普通で流速を加減し、あるいはまた滓を湯から分離するように工夫する。湯道の端に特に滓溜りを設けることがある。
一般に湯口、湯道、せきの断面積の比は次の関係にある。
湯口:湯道:せき=3.6:4:2
Fig165 湯道
4. せき
湯道より岐れて、品物となる鋳型内に湯を導入する部分で、その大きさ、形状、数、配置が、鋳物の成否を支配するといっても過言ではない。長さは成るべく短くし、形状は通常扁平であるが、三角形、半円形または円形のものも用いられる。大きさおよび数は所要の鋳込速度が得られるようにし、かつ滓を流入せしめないように小さくして数を増やすがよい。なお、三角せきを上型に切った場合には、上部は流れに対する抵抗が大きいので、浮いた滓がこの部分に止り易いという性質がある。
Fig166 せき![]()
5. 湯口方案設定
- できるだけ乱流を少なくして溶湯を鋳型内に導く
- 溶湯の溶滓を湯道系を流れる際に浮上させ、鋳型内への流れを防止する
- 鋳型に溶湯が流入する速度を適正にする
- 鋳物の冷却時における温度適正を考慮する
- 湯口、押湯を最初にして湯留りの向上をはかる
6. 方案を決める順序
まず鋳込時間を決める。鋳込時間は溶湯の流動性温、度勾配、肉厚、鋳物重量によって決まる。
鋳込時間=S√W S…係数<BR> 2湯口断面積は鋳込時間が決まったら、この速度に合致するように湯口の断面積を決める。湯口の面積Acm2を決めるには次の式を用いる。
A=W/(dtc/2gH)
W鋳物重量、H湯の有効高さ、d溶湯の比重、c流量係数、t重量による加速度
このうち未知数はCの流量係数だけであるから、これさえ決めれば湯口の断面積Aは計算できる
7. 湯口、湯道、せきの形状・寸法
- 湯口と掛せきの底との合う部分は十分にRをつける。湯口上部より下部に向って1/2くらいにテーパをつける。テーパのつけられないときには湯道にダムをつける。
- 湯道は湯口下端の2~4倍くらいの断面積をとり、あまり急に曲げずせきを一つつけるごとにその面積をへらしていく。
- せきの数は鋳物の大きさ、形状によって決まり、平たく大きいものほど多くなる。湯口、湯道、せきの断面積の比はいろいろの説がある。例えば米国では1:2:2とか1:2:1.2、Fig167は4:3:2の比率の場合の面積比を示す。
Fig168にせきの断面の形状を示し、又一般小物等に用いられる湯口系を示す。
Fig169は湯口系の一例を示す。
| 湯口、湯道注入口の関係寸法形状 | ||||||
| 湯口 | 15φ ○ |
20φ ○ |
25φ ○ |
30φ ○ |
40φ ○ |
50φ ○ |
| 湯道 | 9 □12 12 |
13 □17 17 |
17 □21 21 |
20 □24 24 |
27 □32 32 |
33 □40 40 |
| 鋳込口 2本の場合 (4本の場合は1/2) |
△9 9 |
△13 13 |
△16 16 |
△19 19 |
△25 25 |
△31 31 |
Fig168 せきの断面形状の湯口系の例
![]()
| (a) 押湯滓取り |
(b) 旋回式押湯兼滓取り |
(c) 滓取り押湯 |
(d) ノ口補集湯口 |
(e) 滓取り湯道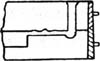 |
(f) |
8. 押湯、揚り
押湯をつける目的には二つの意味がある
- 溶湯の収縮に対して湯を補給する
- 鋳込終了の瞬間に静圧を加える
揚がりをつける目的にも二つの意味がある
- 鋳型内の空気、ガスを容易に逃がす。また鋳湯時、湯の不純物を鋳型外へ排出する。
- 鋳型内に湯が完全に満ちたことを確認する。(位置と太さが大切である)
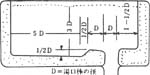
押湯にはFig170如き種類がある
Fig171は各種方案例である。
| (a)押湯の種類 |
(b)押湯の寸法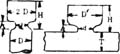 D:鋳物の直径 2D:押湯の直径 d:押湯の道の直径 h:〃長さ H:押湯の高さ d=0.8D h=0.8D> H=3D |
(c)ノックオフコア使用の例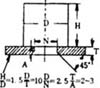 D’:押湯の直径 T:鋳物の肉厚 d:押湯の直径(首) h:〃高さ H:押湯の高さ d=0.8T h=0.8T> H=3T D=2d< |
第2節 冷し金の機能、効果、設計
鋳物内部の収縮穴を防ぐため冷し金を用いることがある。それは鋳物内部の温度差を少なくし、冷却の調整によって金属の熱放出の調節をねらうものである。冷却中の鋳物の内外層の温度差はかなり著しい。したがって鋳型材料に熱伝導の悪いものを用いたり、予熱等をすれば冷却速度を下げることになり引けを少なくすることができる。また反対に内部から外部へ熱放出を早くすることにより、温度差の平均化をはかる。これが金型や冷し金の効果である。
冷し金型は引けやすい場所の外側にあてて内部の熱を急速に奪う方法であるが、鋳物が一定以上の肉厚では冷し金の効果は内部にまで及ばないでかえって引けを増すことがある。
冷し金は一般に鋳鉄を用いるが、鋳型砂との境界があまりはっきりしたり、過大であると組織が急に変わる。Fig172は冷し金の効果を示したものである。
(a)直堰 生型の楔角直セキは薄物を造るに 湯の流れ面積が広くて効果的であるが 堰下の周囲に欠陥ができやすい 欠点がある。 |
(b)技堰 小物部品 円形薄肉物に利用して効果あり |
(c)チョンガケ 不止りは悪いが胴物もの押湯の 必要のもの小物で上部の引けやすい 板ものの場合に利用して効果あり |
(d)車堰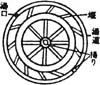 平板比較的肉厚物に利用 |
(e)雨堰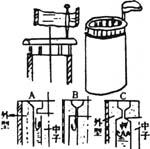 |
(f)段湯口 縦長物で比較的肉厚のものに 利用して効果あり |
| (g)バリ堰 (h)むくり上げ |
(i)馬路堰 |
(j)回し堰 銅合金に利用して効果あり |
冷し金使用上の注意
- 清浄で銹のないもの(吹かれ)
- 油を薄く塗布して、錆を防止し、かつ型内の湿気が水滴となって附着するすることを防止する。塗布する油にはモビール、マシーン油などがある。
- 暖めて銹を生ぜぬように黒味を塗布すると、黒味の層が気孔性であるためか嫌いがなくなる。
- 生型または乾燥不充分な型に注湯するときは水蒸気を生ずる。もし冷金面に水滴を生じるので、吹かれの原因になる。
- 暖い型に冷し金をつけることも吹かれの原因になる。
- 生型に冷し金を入れ、バーナーで焙ねことは危険である。即ち冷し金に水滴が附着しやすい。
- 平面が比較的大きな冷し金においては、ガス抜きをよくするためにFig173のように冷し金の表面に三角形のみぞを切る。
Fig172 冷し金の用い方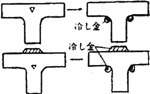 |
Fig173 冷し金のみぞ |
第3節 芯金の機能、効果、設計、つくり方
1. 芯金の機能と効果
中子は砂だけでは弱いので、丈夫にするため芯金を入れるが、小物では芯金、大物では鋳鉄のものが用いられ、Fig174(1)は中子箱に針金の芯金を入れた要領を示したもので、(2)は大物の鋳鉄製芯金を用いた例である。芯金は砂落しの際に、容易に破壊できるようにつくらなければならない。又鋳込んだ湯の収縮に対する抵抗が少ないように、中子の外面よりある寸法だけ内側に入るように考える必要がある。この内側に入れてある寸法を砂付という。
Fig174
(1)  (2)
(2) 
2. 芯金の設計とつくり方
小物の場合、中子の心金は針金を用いるが、大形の中子をつくるとき針金では弱いので、鋳鉄製の心金が用いられる。しかし鋳鉄の芯金は丈夫ではあるが鋳物の収縮にともなわない欠点があるので、砂付を多くする必要がある。
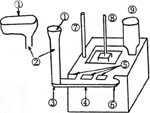
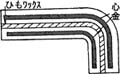
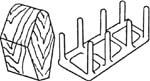
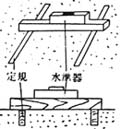
- 鋳鉄性の芯金をつくるには最初芯金畠をつくる。芯金をつくる前の日かまたは3~4時間前に土間を掘って川砂か土間砂をふるい。これに水を打っておく。この場合の砂の水分は、ふつうの鋳型に使うものより軽いほうがよい。つぎに土間にFig175(2)のように2本の定規を平行水平方向にいけ、この上を別の定規で平らにかきならして砂定規をつくる。大きなものの場合は2人でかきならす。
- 中子取を畠の上に伏せて挙を掘り、軽く図(3)のように上からたたいて、畠の上に中子取の跡をつけてから取り除く。つぎに土間にFig175(2)のように2本の定規を平行水平にいけ、この上を別の定規で平らにかきならして砂定盤をつくる。大きなものの場合は2人でかきならす。
- 図(4)に示すように押し水を用いて畠のけがき線に合わせてへこみをつけてゆく。図(5)の芯金のように深く足をつける場合は、軟鋼丸棒を図(6)のように持ち、深さをきめた印をつけて砂に押し込むこの場合、軟鋼丸棒を差し込んだまま鋳ぐるむ方法もある。
(4)型に湯を流し込むときは、高温の湯を勢よく迅速に流す。(図(7))長いものや大きなものは、二箇所から流し込むようにする。
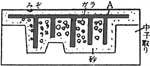
[註]鋳鉄芯金とあすがらの入れ方
中子取りに芯金を入れてみて、砂付が適当であるか否か調べてみる。もし砂付きが少ないと鋳縮みの妨害になり、多いときは中子が破壊して芯金の効果がない。
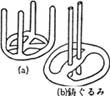
Fig176のように中子取りに砂を10~20mmくらいの厚さにつめる。
芯金にうすいはじろを塗り、芯金をおいてその下をゆび先でかたくつめる。
つぎにあすから(コークスのがら)を図のように入れる。あすがらの上にうすい粘土水につけて砂とあすがらが別れないようにし、A部に砂を入れる。つぎにはばきにみぞをつけてガス抜きとする。
(1)  |
(2)  |
(3)  |
(4)  |
(5)  |
(6)  |
Fig176 芯金とあすがらの入れ方