





鋳物ブログ
鋳造作業法
第9章 鋳物に生ずる欠陥の種類・原因・防止方法
第1節 造型方法に起因する欠陥
1. 吹かれ
ガス吹かれ(ブローホール)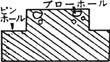 |
ガス吹かれ |
突き出た砂角に出るブローホール |
 |
内面平滑で直径2~3mm以上のブローホールで、表面に露出しているものと密閉されているものとあり、大きさは区々である。
| 原因 | 防止方法 |
|---|---|
| ・鋳型から発生したガス圧と湯の圧力が平衝して、 ガスが外部に逃げ出せず、そのまま固まったときに生ずる。 ・砂の通気度又は造型のガス抜き不良 ・上りの大きさ不適当 ・押湯の圧力不足 ・鋳型の乾燥不充分 |
・鋳型からの発生ガスを少なくする ・鋳型のガス抜き方法を改善する ・鋳型中に混在するガス発生物質を少なくする ・押湯を充分にきかせる ・湯口系統を改善する |
2. すくわれ
Fig178 すくわれ

鋳型表面の一部がはぎとられて、その砂が他の場所に移動して砂かみとなり、はぎとられた部分に湯が入りコブとなる。コブは砂と地金が混在している。
| 原因 | 防止方法 |
|---|---|
| ・鋳型の一部が過熱されて膨張し浮き上る ・ガス抜き不良のため鋳型がゆるむ ・溶金の流動性により鋳型がこわされる。(湯口の位置、大きさ、形状の不良) ・鋳型の取扱い不注意や型かぶせのときの押込みで鋳型の一部がゆるむ |
・湯が鋳型に強く当らないようにする ・鋳型の取扱いに注意し、押し込せぬように ・必要箇所に釘をさす ・鋳型乾燥には充分注意する |
3. 押込み
Fig179 押込み

鋳型面の一部が押し込まれ、広い面積のくぼみを持つものである。
| 原因 | 防止方法 |
|---|---|
| ・型置き地ならしが平らでないとき ・型のしめすぎや一方的な片しめのとき ・中子を中子受けに正確に据付けないとき ・棒ケレンのさしこみが悪いとき ・おもしの過重 |
・中子受けに対して、はばきが大きすぎぬこと ・型のしめつけを均一に |
4. 型落ち
これは上型とかまたは他の張り出した部分から砂が落ちて出来た鋳物内の欠陥である
| 原因 | 防止方法 |
|---|---|
| ・鋳枠とその装備において、釣鈎が悪くて、取扱いが粗雑になるとき ・中子の据え付けの際の不注意により鋳型面を破戒するとき ・造型法による取扱いが粗雑な場合 |
・鋳型全般の取扱いが、粗雑にならないこと |
5. 差込み
これは砂の粒子を移動させることなく、その隙間に溶湯が入り込むために生ずる鋳物表面の欠陥である。
| 原因 | 防止方法 |
|---|---|
| ・鋳型の込めつけが軟らか過ぎる ・鋳型の硬さにむらがある ・鋳型面の塗型が不充分な場合 |
・鋳型の込めつけを硬くする ・込めつけにむらのないよう ・石炭粉、ベントナイト、殻粉等を添加して砂を丈夫にする ・油砂中子などでは酸化鉄粉等を混ぜる |
6. 型張り
これは溶湯の圧力により砂が押されて、肉厚が増加する場合をいう
| 原因 | 防止方法 |
|---|---|
| ・型込めずれを生じた場合 ・型合せ面を削りすぎた場合 ・鋳型の吊具が不充分な場合 ・鋳型の締めつけが不均一な場合 ・つき棒の届かぬ場所への手込めを怠ったり、つき方が不充分でつき固め度が軟らかい場合 ・底板を平らに置かない場合 |
主として砂と造型法が原因であるから、 造型上の基本的なつきかめの均一や型合せ面の正確さを心がけるべきである |
7. 其の他
ずれ
型ずれは見切線がうまく合わない鋳物に生ずる欠陥で、中子すれは中子の位置が合っていなかったり、中子の組合せを間違ったりして、中子の肉厚が狂うことによって生ずる欠陥である
| 原因 |
|---|
| ・型上げのとき模型を叩きすぎる ・上型と下型の方向を逆に合わせた場 ・締付け不適当 ・鋳型の取扱い不注意 |
たまがね
これは鋳物中に埋った小さな地金の球で、鋳物と完全には融合していない。多くの場合鋳型内のどこかで吹かれる起きるとこれが出来る
| 原因 |
|---|
| ・ガス抜きが偶然封ぜられた場合 ・ガス抜きが不充分な場合 |
介在物
これは使用材料中の非金属の小粒が鋳物の中に巻き込まれて埋まったものである
| 原因 |
|---|
| ・つき固めが弱かったり、不注意だったりして、鋳型内に砂が落ちる場合 ・「飛ばされ」や「洗われ」を起こさせる因子がある場合 |
飛ばされと洗われ
これは鋳型や中子の表面が溶湯に洗われて砂が侵蝕される結果生ずる欠で、その部分は肌荒れを呈したり、隆起部を生ずる
| 原因 |
|---|
| ・つき固めが弱くて、表面の強度がない場合 ・つき固めが強すぎて、溶湯が沸騰する場合 ・鋳型面補強のための釘さしが不充分な場合 |
収縮巣
これは大なり小なり金属の融体から固体に変化する際の、収縮率の変化によって生ずる巣である
第2節 鋳造方案に起因する欠陥
1. たまがね
鋳物中に埋まった小さな地金の球で鋳物と完全に融合していない。多くの場合鋳造方案が悪くて鋳型内のどこかで吹かれがおきるとできる。
| 原因 |
|---|
| ・湯道が悪くて、溶湯が飛散する場合 ・湯口の底の湯溜まりが不充分で、滓取中子から「たまがね」が飛散した場合 |
2. 介在物
酸化物その他の不純物で、溶金が酸化されたり、硫黄などの不純物が多いとしばしば認められる。これがあると合金の成分が弱くなるので精練や高温溶解によってこれを除去する
| 原因 |
|---|
| ・「飛ばされ」や「洗われ」を起こさせる因子がある場合 ・ノロや垢を補捉するための滓溜絞りの不完全 ・湯口系の設計や位置が悪くてノロの補捉が有効に行われない ・湯溜の設計が悪くて滓の巻き込みが防げない |
3. 飛ばされと洗われ
鋳型や中子の表面が溶湯に洗われて砂が侵蝕される結果生ずる欠陥
| 原因 |
|---|
| ・溶湯の衝撃を緩和しないようなせき ・せきを通る溶湯の量が多すぎる ・せきの数の不充分 ・せき前の滓取りが不充分 ・鋳型や中子の表面に溶湯が突き当たるようなせき ・噴出作用を生ずるせき |
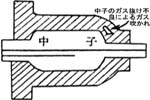
4. 中子浮かされ
中子が上型面へ押し上げられて肉厚に変化を生ずること
(原因)
- ケレンに溶湯の流れが突き当たるためにケレンが早くとけてしまう場合
(防止方法)-(根本対策)
・鋳造方案の確立と試作の励行
初めての仕事に対しては、まず試作を行い、なるべく細部にわたって切断して内部の検査を行い、欠陥の発見につとめ、方案の良否を検討すべきである。大型鋳物で試作不可能のものは不安なる箇所の分割試作が必要である。結局このことは「いそがば廻れ」の諺のごとく如何に急工事といえど良品をだす道である